Sprawdzanie wytrzymałości formowanych rur za pomocą mechanicznych testów zginania

Rury ze stali nierdzewnej: imponująca plastyczność, która zapewnia wytrzymałość i formowalność
Większość rur, które produkujemy w Timeless Tube, jest wykonana ze stali nierdzewnej z kilku powodów; jest mocna, elastyczna i odporna na korozję, a także pozwala na różnorodne piękne wykończenia. W porównaniu z innymi materiałami, wypada najlepiej w każdej analizie kosztów cyklu życia, co czyni ją zrównoważonym wyborem.
Stale nierdzewne dobrze radzą sobie w testach ściskania i obciążenia osiowego ze względu na ich imponującą plastyczność, ale są bardziej złożone niż stale węglowe. Czynniki takie jak gatunek stali nierdzewnej i procesy produkcyjne stosowane przed testami (takie jak formowanie na zimno) wpływają na kształt krzywej naprężenie-odkształcenie obserwowanej w testach.
Dowody z mechanicznych testów zginania/obciążeń osiowych przeprowadzonych w kontrolowanych warunkach w połączeniu z wieloletnią wiedzą zdobytą w naszym warsztacie pozwalają nam z pewnością przewidzieć, które profile będą strukturalnie zdrowe przed wykonaniem nowego rozmiaru lub kształtu.
W tym artykule omówiono dwa z tych mechanicznych testów zginania, a także typowe obliczenia promienia gięcia, których używamy do ustalenia, jakie "promienie gięcia" rur kształtowych wytrzymają przed wyboczeniem, gdy wymagane jest dalsze gięcie podczas produkcji.
Testy ugięcia mechanicznego profili kształtowych Timeless Tube
Timeless udowodniło wytrzymałość naszych unikalnie ukształtowanych profili rurowych, testując, jak daleko odchylają się 1-metrowe rury ze stali nierdzewnej 316/L, gdy siła 400 kg w dół jest przykładana do środkowego punktu rury na powierzchni styku 50 mm z główną osią rury.
W tym niezależnym teście ugięcia oceniano wpływ siły obciążenia osiowego na każdy profil, używając okrągłej rury jako kontroli. (Przetestowaliśmy siłę obciążenia osiowego, ponieważ jest to prawdopodobnie najczęstsza siła stosowana do naszych rur, w zastosowaniach takich jak poręcze, klamki do drzwi i bagażniki kolejowe). Różne krzywe naprężenie-odkształcenie dla każdego profilu wykazały różne punkty odkształcenia w odpowiedzi na obciążenie ściskające.
Te starannie kontrolowane eksperymenty wykazały, że nasze unikalne kształty profili przewyższają standardowe rury okrągłe, z których są formowane, oferując lepszą wytrzymałość i integralność. W rzeczywistości, płaskie owalne i zaokrąglone kwadratowe rury (płaskie) były aż o 54% mocniejsze niż rury okrągłe w tych testach ugięcia.
Dowiedz się więcej o tych niezależnych testach ugięcia.
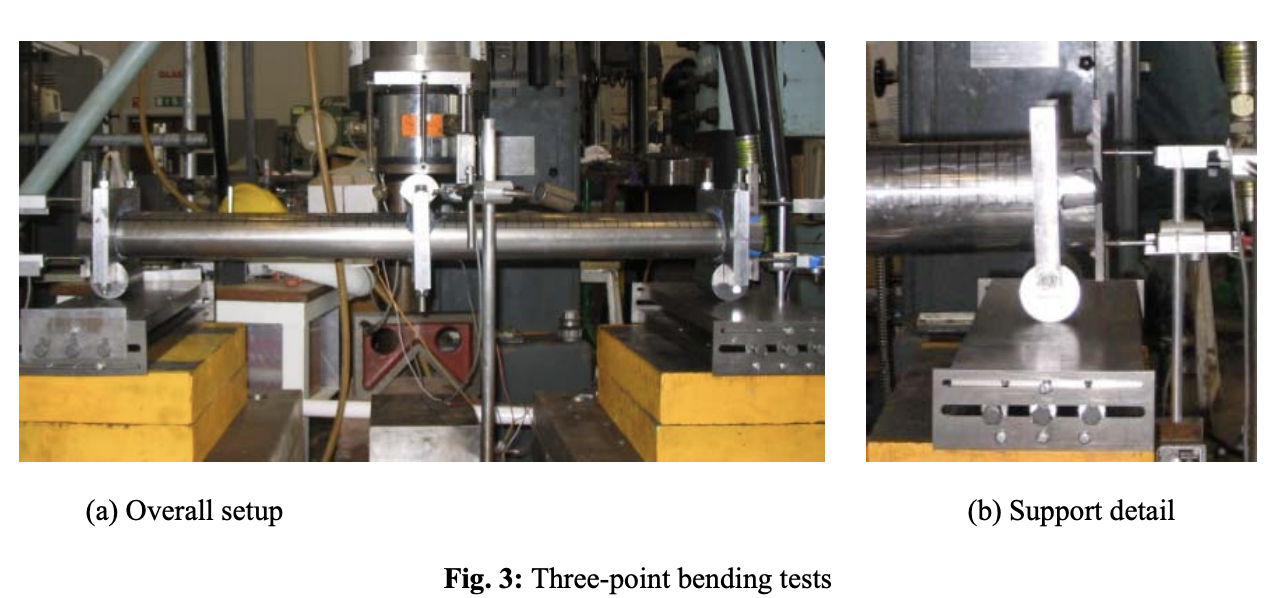
Testy trójpunktowego zginania owalnego kształtownika zamkniętego w celu uzasadnienia jego zastosowania w inżynierii strukturalnej
Profesor Leroy Gardner z Imperial College w Londynie, wraz ze współpracownikami, przeprowadził szeroko zakrojone testy owalnych profili zamkniętych ze stali nierdzewnej przy użyciu rur o dużych owalnych rozmiarach, takich jak nasze 86x58x3 mm - wszystkie o współczynniku kształtu około 1,5. Ustalenia Gardnera i jego współpracowników pomogły uzasadnić włączenie owalnych profili zamkniętych jako realnego materiału konstrukcyjnego do Podręcznika Projektowania Konstrukcyjnej Stali Nierdzewnej.
W artykule z 2009 roku "Flexural behaviour of stainless steel oval hollow sections" autorstwa M. Theofanous, T. M. Chan i L. Gardner, trzy rozmiary walcowanych na zimno, spawanych ze szwem owalnych rur Timeless - 121x76x2mm, 121×76×3mm i 86×58×3mm - zostały wykorzystane w testach zginania trójpunktowego w płaszczyźnie, aby "objąć różne wartości smukłości przekroju i pokryć zakres odpowiedzi strukturalnych". Testy obejmowały jeden test zginania w osi głównej i jeden test zginania w osi pomocniczej dla każdego rozmiaru rury.
Wyniki badań pomogły zmienić możliwości inżynierów konstrukcyjnych, ponieważ udowodniły, że owalny przekrój drążony może być bezpiecznie zastosowany zgodnie z tymi samymi skodyfikowanymi wartościami granicznymi smukłości dla okrągłego przekroju drążonego ze stali nierdzewnej w połączeniu z proponowanymi równoważnymi średnicami. Kontrolowane eksperymenty podkreśliły wpływ współczynnika kształtu, smukłości przekroju i gradientu momentu na wytrzymałość i odkształcalność. W połączeniu z istniejącymi testami i testami MES, wyniki stanowią przekonującą lekturę.

Patrz rysunek 5.2 w Podręczniku Projektowania Konstrukcyjnej Stali Nierdzewnej, aby zapoznać się z obliczeniami, które mogą być wykorzystane przez inżynierów konstrukcyjnych do bezpiecznego określenia, które owalne profile drążone mogą być używane w zastosowaniach konstrukcyjnych.
Gięcie promieniowe do zastosowań rurowych
Jako producenci rur jesteśmy często proszeni o gięcie rur do różnych zastosowań - od relingów ambony łodzi po osłony obręczy, które biegną wokół dużych wentylatorów na planie filmowym. Czasami wymagane zagięcia można osiągnąć, a czasami są one zbyt ciasne. (Jeśli żądane zagięcia są zbyt ciasne, nasz zespół produkcyjny często może znaleźć inne sposoby łączenia rur).
Gdy owalna rura wymaga gięcia, używamy obliczeń zarówno z modeli matematycznych, jak i naszych własnych danych empirycznych, aby ustalić, czy promień tego gięcia będzie możliwy, czy też jest zbyt ciasny. Jeśli kąt gięcia jest zbyt ciasny, spowoduje to, że stal nierdzewna przekroczy swoje granice sprężystości, co doprowadzi do pomarszczenia/nakłucia lub ścinania.
Gięcie osi pomocniczej jest zawsze łatwiejsze niż gięcie osi głównej. W branży rur i przewodów rurowych często słyszy się określenie "trudny sposób gięcia" i "łatwy sposób gięcia".
Używamy różnych metod gięcia rur w zależności od rodzaju potrzebnego gięcia; potrójna maszyna rolkowa do szerokich łuków i gięcie o stałym promieniu do ciaśniejszych zakrętów. Każde narzędzie do gięcia, do którego mamy dostęp - wykonane specjalnie dla każdego rozmiaru profilu - ma swoje własne możliwości gięcia. Jako wskazówka, rura, która musi być gięta w płaszczyźnie A lub B przy użyciu giętarki o stałym promieniu, prawdopodobnie będzie wymagała minimalnego promienia linii środkowej 2,75 razy większego od wymiaru osi. Minimalny promień linii środkowej będzie się jednak różnić w zależności od rozmiaru i kształtu profilu.
Eksperymentowanie z grubością ścianki rurki jest również ważne, jeśli chodzi o osiągnięcie optymalnego zgięcia. Większa grubość ścianki rurki wymaga użycia większej siły do osiągnięcia pożądanego zgięcia, ale oznacza to, że rurka jest mniej podatna na załamania niż rurka o cieńszej ściance.

Eksperymentujemy z nowymi profilami, aby sprawdzić ich możliwości gięcia, takimi jak stosunkowo nowy, zaokrąglony prostokąt. Sfotografowany prostokątny profil o wymiarach 58 x 34 x 1,5 mm został poddany działaniu potrójnej maszyny rolkowej, aby sprawdzić, jak daleko można go zgiąć przed wystąpieniem szyjki.
W rzeczywistości, nawet bez sprawdzania jakichkolwiek wykresów promienia gięcia linii środkowej, nasi wysoce doświadczeni producenci mogą bardzo szybko stwierdzić na podstawie rysunków technicznych, czy gięcia wyglądają tak, jakby były wykonalne. Jeśli masz wymagania dotyczące gięcia, porozmawiaj z naszym zespołem, aby omówić, co jest możliwe dla Twojej aplikacji.
Więcej historii

Zamówienia na rury skręcane podwoją się w 2023 r.
W 2023 r. firma Timeless Tube doświadczyła gwałtownego wzrostu zamówień na nasze charakterystyczne skręcone kwadratowe i skręcone owalne rury, które były używane przez artystów, architektów i inżynierów mechaników....

Ponadczasowa poręcz wybrana dla prestiżowego stadionu Tottenham Hotspur
Firma Timeless Tube jest podekscytowana faktem, że dostarczyła płaską, owalną poręcz używaną na Dare SkyWalk na szczycie nowego, prestiżowego stadionu Tottenham Hotspur....
